Die Vakuumlötverbindung.
Vakuumlöten bietet gegenüber herkömmlichen Lötvorgängen eine Vielzahl an Vorteilen.
Grundsätzlich ermöglicht es die Konstruktion und Fertigung von Bauteilen in Modulbauweise und bietet eine hohe Flexibilität bei der Kombination von Komponenten. Auf diese Weise können komplexe Bauteile hochwertig und kostengünstig realisiert werden. Die Werkstoffpalette, sowohl für Grundwerkstoffe, als auch für Lote ist dabei sehr vielfältig. So können beispielsweise einfache Baustähle, hochlegierte Edelstähle, NE-Metalle, Hartmetalle und sogar Diamant gelötet werden. Mittels der Vakuumlöttechnik können für den Verschleißschutz zudem Beschichtungen aus Hartmetallen oder anderen Hartstoffen auf ein Trägermaterial, beispielsweise Stahl, aufgelötet werden.
Die Vakuumlöttechnik ist die Fügetechnik mit der auch verschiedene Werkstoffe hochfest miteinander verbunden werden können. Auch Baugruppen, die bislang aufwendig mittels Schweißtechnik gefügt und aufgrund der im Schweißprozess entstehenden Spannungen anschließend spannungsarm geglüht werden müssen, können mittels der Vakuumlöttechnik in einem Prozessschritt gelötet und spannungsarm geglüht werden.
VAKUUMLÖTEN IM VAKUUMOFEN.
Gemäß der DIN 8505 ist das Löten ein thermisches Verfahren zum stoffschlüssigen Fügen und Beschichten von Werkstoffen, wobei eine flüssige Phase durch Schmelzen eines Lotes (Schmelzlöten) oder durch Diffusion an den Grenzflächen (Diffusionslöten) entsteht.
Das Löten unter Vakuumatmosphäre eröffnet dem Anwender, gegenüber anderen Lötverfahren oder dem Schweißen, weitere wertvolle Möglichkeiten bei der Gestaltung seiner Konstruktion. Im Gegensatz zu herkömmlichen Lötprozessen an Atmosphäre, bei denen zur Reduzierung der entstehenden Oxide Flussmittel eingesetzt werden, ist der Einsatz dieser oft korrosiven Flussmittel beim Vakuumlöten nicht erforderlich. Das macht eine Nachbearbeitung oder Reinigung der Lötstellen nach dem Lötprozess überflüssig. Die Festigkeit vakuumgelöteter Verbindungen liegt nahe der Festigkeit der Grundwerkstoffe.
Besonders geeignet ist das Vakuumlöten bei Konstruktionen mit mehreren Fügestellen oder Baugruppen, die besonders verzugsarm gefügt werden müssen. Mit Hilfe des Vakuumlötens können auch verschiedene Werkstoffe miteinander verbunden werden. Geschäftsfelder in denen die Vorteile effizient genutzt werden können, sind bspw. Vakuumlöten im Formenbau, Vakuumlöten im Maschinenbau, sowie beim Verschleißschutz löten.

VORTEILE VAKUUMGELÖTETER VERBINDUNGEN.
Das Löten unter Vakuumatmosphäre eröffnet dem Anwender, gegenüber anderen Lötverfahren oder dem Schweißen, weitere wertvolle Möglichkeiten bei der Gestaltung seiner Konstruktion.
Um eine Lötverbindung herstellen zu können, ist eine metallisch reine Bauteiloberfläche erforderlich. Bei den allgemein bekannten Flammlötverfahren werden die Oxide, die beim Erwärmen der zu lötenden Komponenten entstehen mittels eines Flussmittels chemisch beseitigt. Jedoch beinhalten so hergestellte Lötverbindungen meistens Fehlstellen und / oder Flussmitteleinschlüsse, die die Qualität und Festigkeit der Verbindung nachteilig beeinflussen. Außerdem müssen die so hergestellten Baugruppen aufgrund der starken Verfärbungen / Oxidation und der korrosiven Eigenschaften der eingesetzten Flussmittel nachbearbeitet bzw. gereinigt werden.
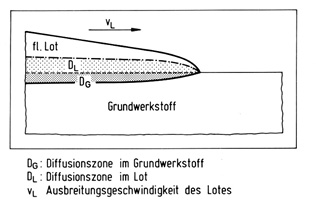
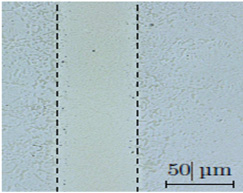
Lötverbindungen, die im Vakuumlötverfahren hergestellt werden, kommen ohne den Einsatz von Flussmitteln aus, da der für die Oxidation verantwortliche Sauerstoff im Vakuumlötprozess evakuiert wird, bevor der Aufheizprozess startet (stark vereinfachte Erläuterung). Beim Vakuumlöten kommen häufig hochschmelzende Lotlegierungen zum Einsatz, die Verbindungen auf Diffusionsbasis ermöglichen. Beim Hochtemperaturvakuumlöten diffundieren Bestandteile des Lotes in den Grundwerkstoff und umgekehrt, so dass ein neuer Mischkristall und eine Lötverbindung auf atomarer Ebene entsteht. Die so hergestellten Verbindungen können bei sachgerechter Ausführung Festigkeiten erreichen, die nahe der Festigkeit der Grundwerkstoffe liegen. Lötverbindungen, die im Vakuumlötverfahren hergestellt werden, sind besonders spannungsarm. Eine Nachbearbeitung der Lötstellen ist meistens nicht erforderlich.
Bei der lötgerechten Konstruktion Ihrer Baugruppen unterstützen wir Sie gerne.


{kind=link}
{kind=link}