HÄRTEPRÜFUNGEN FÜR GELÖTETE BAUTEILE.
In vielen Fällen bestehen hohe Anforderungen an die Oberflächengüte der von uns gelöteten bzw. wärmebehandelten Bauteile.
Wir haben in unseren Anlagen die Möglichkeit die meisten im Werkzeug- und Maschinenbau eingesetzten Werkstoffe zu vergüten (Härten + Anlassen). Ob die laut Zeichnung geforderte Härte nach unserem Wärmebehandlungsprozess erreicht wurde, überprüfen wir mittels Härteprüfungen nach dem Rockwell- oder dem Brinell-Verfahren.
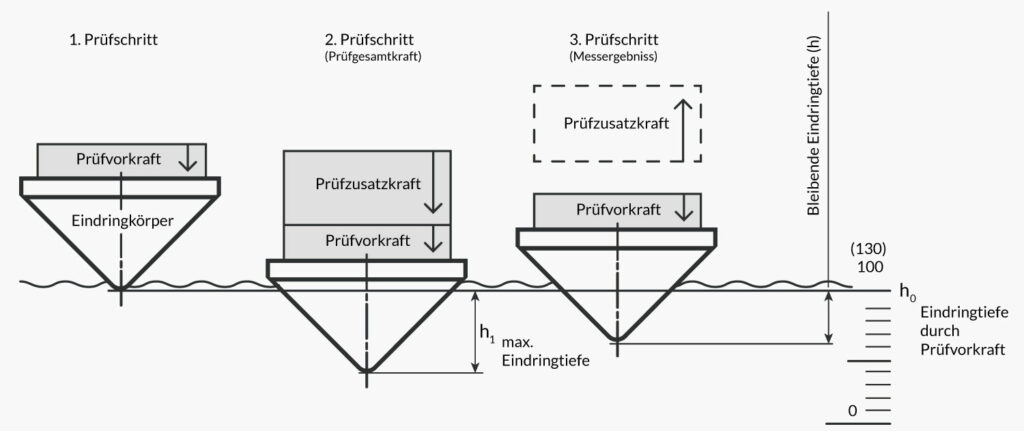
HÄRTEPRÜFUNG NACH ROCKWELL (HRC).
Die Rockwellhärte HRC eines Werkstoffes ergibt sich aus der Eindringtiefe eines kegelförmigen Prüfkörpers aus Diamant.
Sie ist in der Norm DIN EN ISO 6508 (DIN EN 10109) festgelegt und wird mit HRC abgekürzt. Mit einer festgelegten Prüfkraft wird dieser Kegel, der einen Spitzenwinkel von 120° und eine abgerundete Spitze mit einem Radius von 0,2 mm besitzt, in die Oberfläche des zu prüfenden Werkstückes vorbelastet. Die eingedrungene Tiefe des Eindringkörpers dient hierbei als Bezugsebene. Den Eindringkörper belasten wir nun, über einen Zeitraum von zwei bis sechs Sekunden mit der Hauptlast. Anschließend wird diese wieder entfernt, so dass nur noch die Vorlast wirksam ist. Die Differenz der Tiefen, vor und nach Auflegen der Hauptlast, ist das Maß für die Rockwellhärte des Werkstoffes. Die Eindringtiefe des Diamantkegels stellen wir mit einem Messsystem, das mit der Prüfspitze verbunden ist fest.
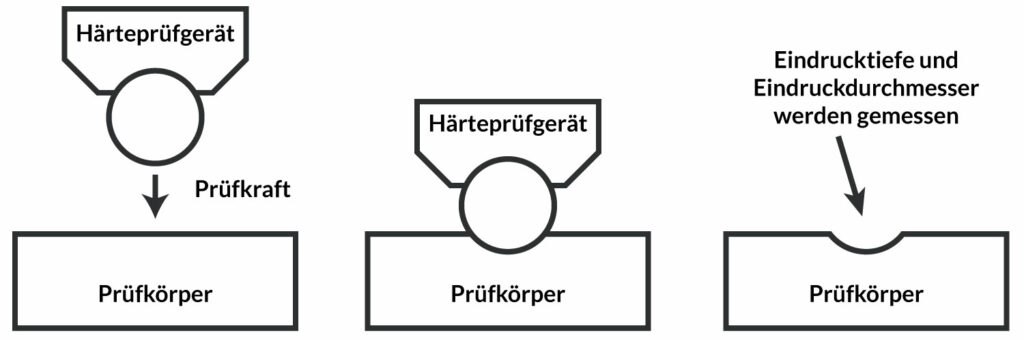
HÄRTEPRÜFUNG NACH BRINELL (HBW).
Die Härteprüfung nach Brinell (HBW) wird mit einer gehärteten Stahlkugel an geraden, glatten und zunderfreien Oberflächen durchgeführt und ist nach DIN EN ISO 6506-1 in der Materialprüfung genormt.
Sie eignet sich für Prüfobjekte aus weichen bis mittelharten Werkstoffen (<650HB), wie z.B. nichtgehärtete Stähle, Gusseisenwerkstoffe und NE-Metalle.
Das Härteprofil des zu prüfenden Werkstoffs ermitteln wir durch die, von der Stahlkugel erzeugten Abdrücke bzw. der Verformungen in der Oberfläche. Je nach Werkstoffgruppe und dem vorschriftsmäßigen Beanspruchungsgrad, kann die individuell einwirkende Kraft variieren. Gemessen werden der Eindruckdurchmesser und die Eindrucktiefe in Bezug zur Prüfkraft, der Einwirkdauer und dem Härtewert.