VAKUUMLÖTEN FÜR DEN FORMENBAU.
Beim Spritzgießen von Kunststoffformteilen ist es aus Qualitäts- und Kostengründen immer häufiger notwendig, die Temperatur im Spritzgießprozess und somit die Temperierung der Werkzeugformeinsätze sehr präzise zu regeln.
FALLSTUDIE ZUR REDUZIERUNG DER ZYKLUSZEITEN.
Insbesondere im Formenbau und der Herstellung von Kunststoffspritzgusswerkzeugen, ergeben sich mit der Vakuumlöttechnik deutliche Vorteile gegenüber der konventionellen Herstellung, was die Wärmeleitfähigkeit sowie Zykluszeit betrifft.
So berichten uns unsere Kunden, dass sie bei Formeinsätzen, die nach diesem Prinzip konstruiert und hergestellt wurden, Reduzierungen der Zykluszeiten um bis zu 30% erreicht werden.
Um dies zu verifizieren, haben wir in Zusammenarbeit mit dem Kunststoffinstitut Lüdenscheid eine Fallstudie zu „Konturfolgender Temperierung von Kunststoffspritzgusswerkzeugen“ durchgeführt. Die aussagekräftigen Ergebnisse der Studie finden Sie über den nachfolgenden Link.
AUSWAHL LÖT-UND VERGÜTBARER STÄHLE FÜR DEN FORMENBAU.
Bezeichnung DIN | Werkstoffnummer | Härte (HRC) (nach dem Anlassen) |
|---|---|---|
X42Cr13 | 1.2083 | 52 – 54 |
X38CrMoV5-1 | 1.2343 | 52 – 55
|
X40CrMoV5-1 | 1.2344 | 52 – 55
|
X155CrVMo12-1 | 1.2379 | 55 – 58
|
X38CrMoV5-3 | 1.2767 | 51 – 52
|
Hersteller | Bezeichnung | Härte (HRC) (nach dem Anlassen) |
|---|---|---|
Böhler | K340 | 60 – 62
|
Böhler | K360 | 60 – 62
|
Böhler | M333 | 56 – 58
|
Böhler | M340 | 53 – 55
|
Böhler | M390 | 58 – 59
|
Böhler | W360 | 58 – 60
|
Eschmann | ES Primus SL | 51 – 53
|
KIND & Co | TQ1 | 54 – 55
|
Uddeholm | Elmax | 57 – 59
|
Uddeholm | Mirrax | 52 – 54
|
Uddeholm | Orvar Supreme | 54 – 56
|
Uddeholm | Stavax | 53 – 55
|
Uddeholm | Tyrax | 56 – 58
|
Uddeholm | Unimax | 56 – 58
|
Uddeholm | Vanadis 4 | 60 – 62
|
Uddeholm | Vidar | 52 – 54
|
STM | Fecroni 1800 | 52 – 54
|
STM | SPM 450V | 56 – 58
|
Das optimale Kühlen und/oder das Erwärmen des Formeinsatzes im Spritzgießprozess (Variothermie) ist zur Erhöhung der Bauteilqualität enorm wichtig.
Das zweite wichtige Thema im Formenbau ist die Reduzierung der Kosten. Dies kann meist nur mittels einer Reduzierung der Zykluszeit durch den Einsatz einer konturnahen Temperierung realisiert werden. Bei der herkömmlichen Herstellung der Temperierkanäle mittels Bohren, kommt der Formenbauer fertigungsbedingt häufig an Grenzen und kann die erforderliche Nähe der Kanäle zur Spritzform nicht erreichen.
INNOVATIVE MÖGLICHKEITEN DURCH VAKUUMLÖTTECHNIK.
Das Vakuumlöten bietet dem Formenbauer hierbei ganz andere, innovative Möglichkeiten.
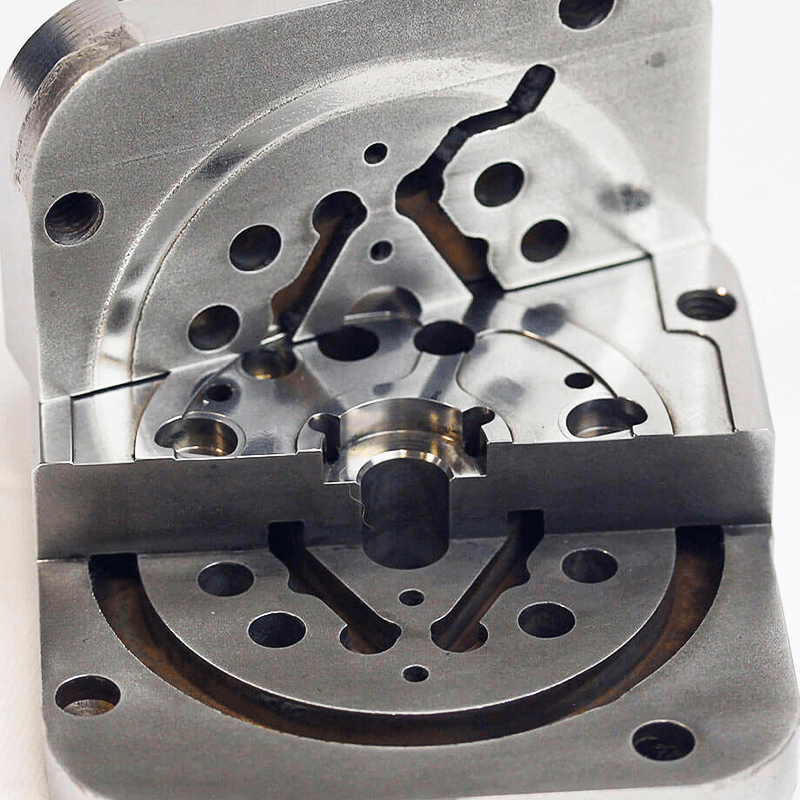
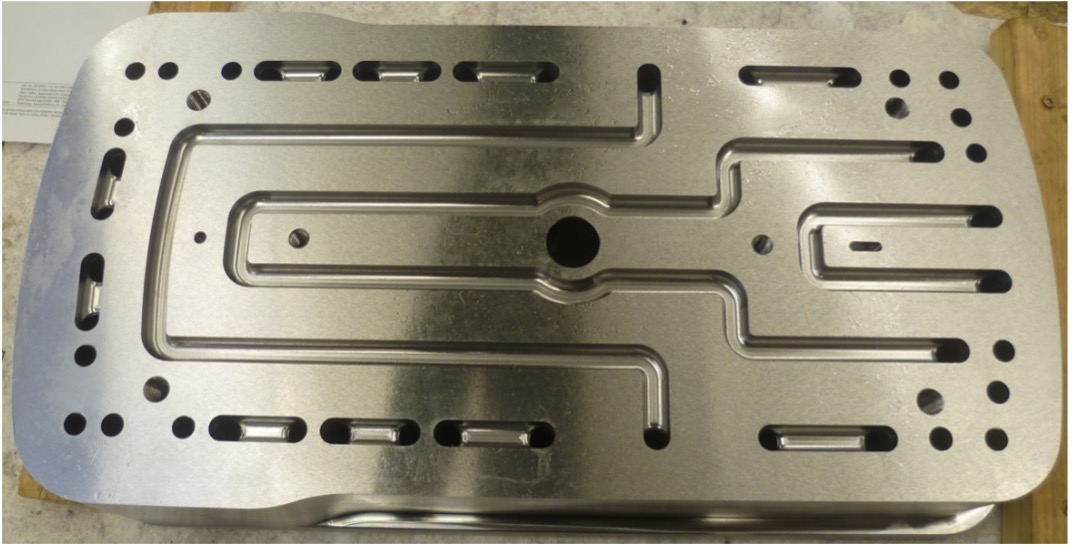
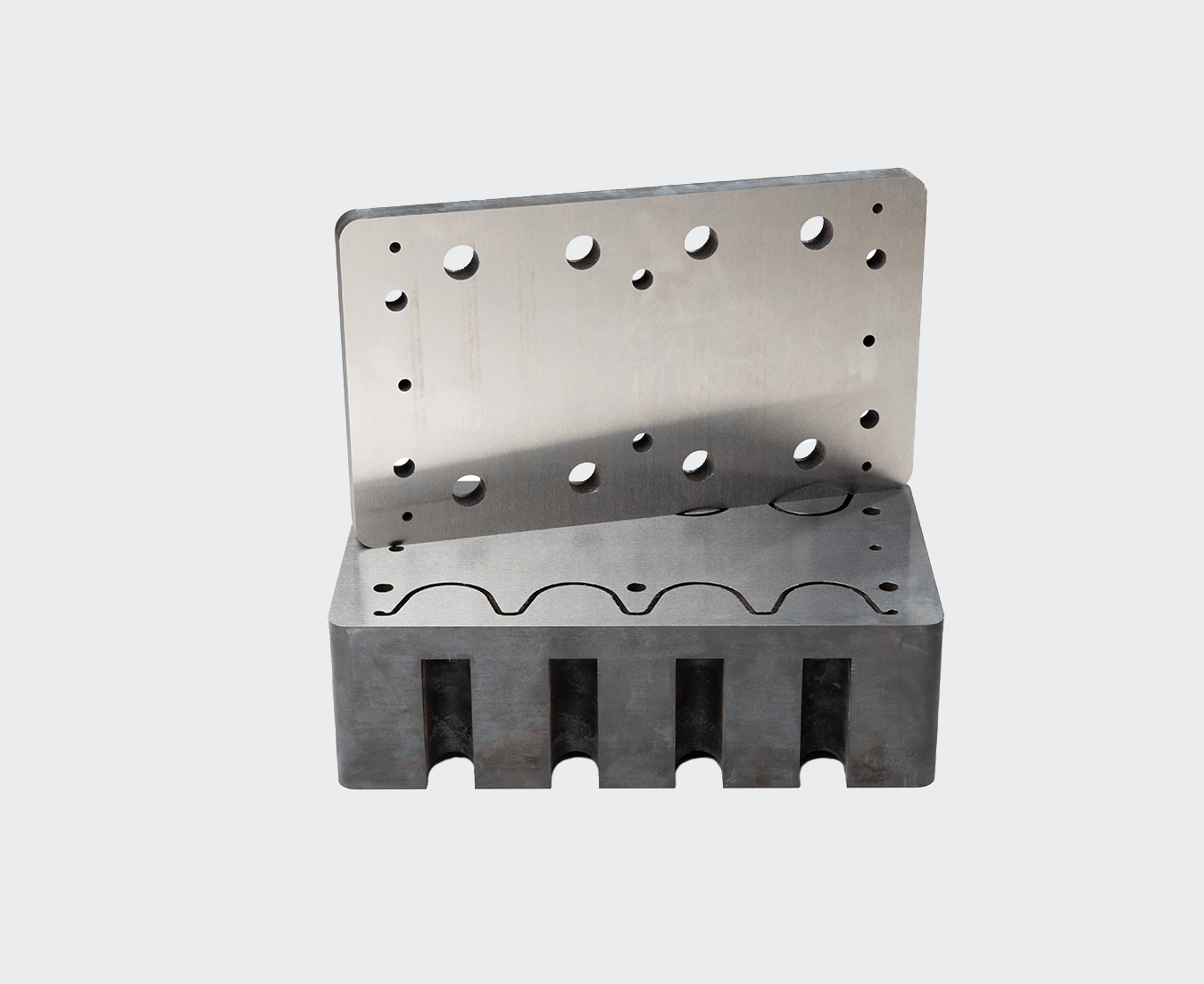
Der Formenbauer kann das Werkzeug konstruktiv in zwei, drei oder mehreren Ebenen trennen und die Temperierkanäle, gemäß den Erfordernissen konturnah in die einzelnen Werkzeugkomponenten einbringen. Die so hergestellten Einzelteile können wir anschließend mittels Vakuumlöttechnik zu einem Bauteil verbinden.
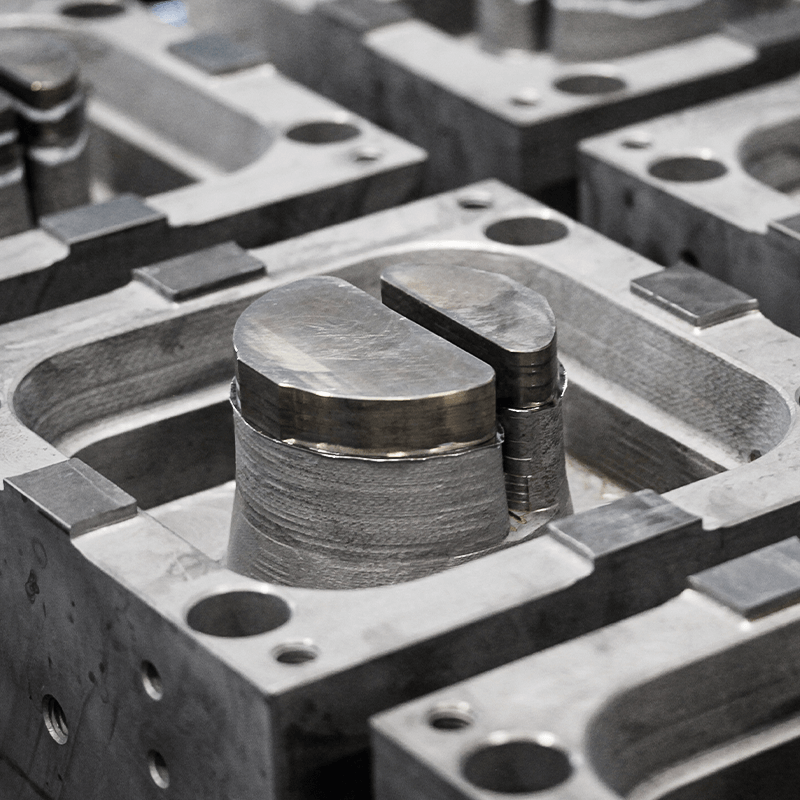
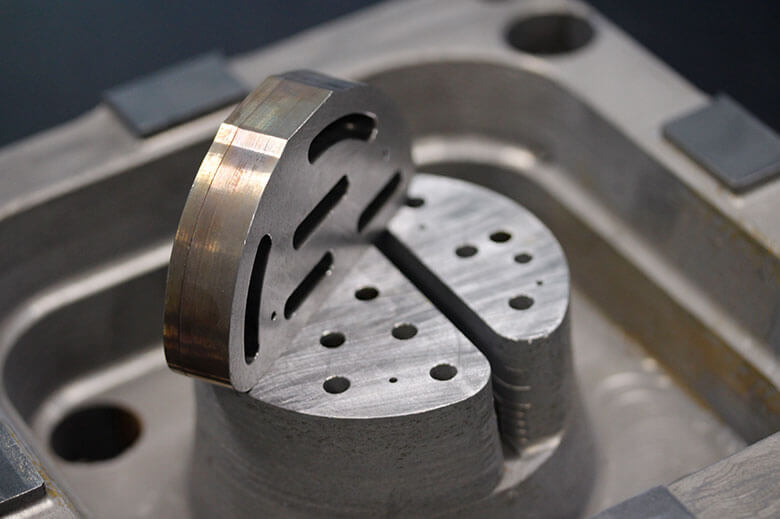
BEISPIEL FÜR EINE KONTURNAHE TEMPERIERUNG FÜR DEN FORMENBAU.
Hier entsteht ein Formeinsatz für die Verpackungsindustrie, genauer gesagt der Formeinsatz für den „Joghurt mit der Ecke“. Das Werkstück wird aus zwei Einzelteilen gefertigt und mittels Vakuumlöttechnik zusammengefügt. Auf diese Weise erreichen die Temperierkanäle im Bauteil die erforderliche Nähe zur Spritzform.
Formeinsätze können so besonders verzugsarm, ohne Oxidation und Anlauffarben hergestellt werden. Durch den Verzicht auf Flussmittel können wir außerdem Flussmitteleinschlüsse in der Fügeebene ausschließen. Bei unserem Vakuumlötprozess entsteht eine Fügeverbindung auf Diffusionsbasis, deren Festigkeit nahe der Festigkeit des Grundwerkstoffs liegt. Mit dieser Technik sind wir in der Lage, Formeinsätze auch in größerer Stückzahl, in einem Prozess zu löten.
Das Resultat: Hohe Qualität bei geringen Stückkosten. Das Härten des Werkzeugs kann in den Lötprozess integriert werden. Dazu wird die Temperatur im Vakuumlötprozess so gewählt, dass sie der Härtetemperatur des verwendeten Stahls entspricht.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}